
")
コラム
二軸押出機の基礎シリーズでは装置の仕組みや特長、プロセス変数設定やその意味、後工程オプションを組み合わせた押出成形について解説していきます。
▼こんな方におすすめです!
- なんとなく使っているけれど、もっと二軸押出機のことを理解したい
- 装置構成やパラメーターを変更したいけど、どうしたらよいか不安
- 二軸押出機をもっと使いこなしたい、もっと活用したい
今回は二軸押出機を利用する上での主要な変数の一つであるスクリュー回転数について紹介します。

■ 二軸押出機のプロセス変数
エクストルーダーにはいくつもの変数があり、以下の図のように分類することができます。
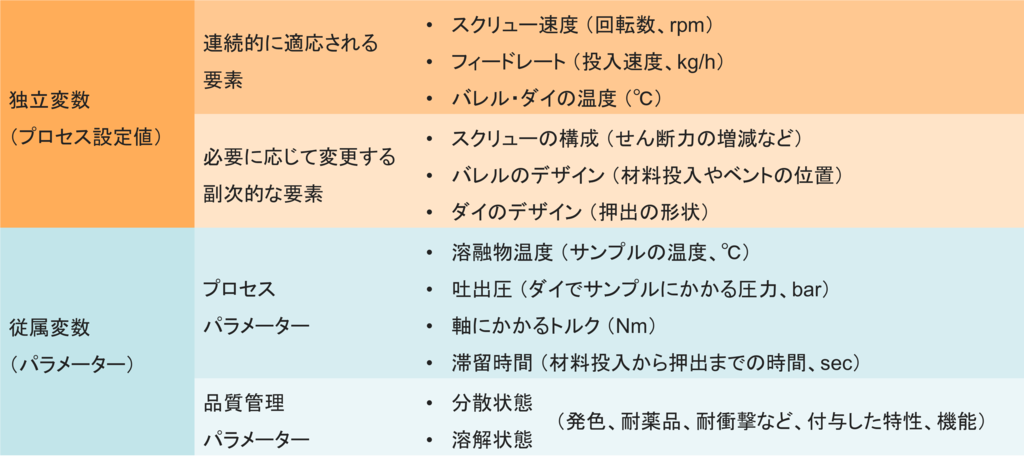
- 独立変数(プロセス設定値)
材料の特性や混錬の目的に応じて、装置の仕様の範囲内でユーザーが任意に設定できます。
連続的に適応される要素は、装置の動作に関する変数です。エクストルーダーの運転中でも変更することが可能です。
副次的な要素は、装置の構成に関する変数です。装置を停止した状態で変更することができ、装置の分解、組み立てや、アクセサリの交換作業を伴います。 - 従属変数(パラメーター)
プロセスパラメーターは、設定した独立変数を基に行った混錬押出プロセスの結果として、測定することのできる変数です。
品質管理パラメーターは、混錬押出により作成したサンプルの特性や機能を評価したものです。
どちらのパラメーターも独立変数を変更することによって間接的に変更、制御することができます。
■ スクリュー回転数(スクリュー速度)について
エクストルーダーのスクリュー回転数は、押出プロセスの重要な変数のひとつであり、従属変数に影響を与えます。
スクリュー回転数を上昇させることでせん断速度や搬送速度が増加し、一般的にはプロセスパラメーターに以下のような変化が生じます。
- 溶融物温度
せん断力が大きくなることにより、せん断発熱が増加し、材料の温度が上昇する場合があります。過度な温度上昇は材料に分解等のダメージを与えるため、注意が必要です。 - 吐出圧
材料の搬送速度が上昇し、ダイにおける圧力も上昇します。粘度の高い材料を押し出しやすくなることもあります。吐出圧は材料の物性やフィードレート(材料投入速度)にも依存しますので、場合によっては吐出圧上昇が見られないこともあります。 - 軸にかかるトルク
材料の特性に依存し、トルクが上昇するケースも低下するケースもあります。
二軸スクリューエクストルーダーにより混錬押出される材料の多くは非ニュートン流体で、せん断応力とせん断速度が比例関係にありません。特にポリマーの多くはスクリュー回転数(せん断速度)の上昇に伴い粘度が低下し、トルクも減少します。 - 滞留時間
搬送速度が上昇することにより、滞留時間が減少します。しかし、スクリュー回転数が上昇してもスクリューのミキシングゾーンで材料は滞留するため、その効果は限定的です。
品質管理パラメーターに対しては、スクリュー回転数の上昇に伴い、混合材料の分散性向上が期待できます。
一方、過度な回転数上昇は材料に過剰なせん断力を加え、材料の物性や構造に悪影響を与えることがあります。
■ まとめ
混錬押出プロセスにおいてスクリュー回転数の変更は材料にさまざまな影響を与えます。
その効果は一様ではなく、材料の特性や他のプロセス設定値との関係で大きく変化することがあるため、目的に応じて適切に調整する必要があります。


- サイト内検索
- ページカテゴリ一覧
- 新着ページ
-
- 粉末射出成形(PIM)の最適化 二軸スクリューエクストルーダーによるコンパウンディング (2026年07月14日)
- 植物由来チーズ開発の革新:二軸押出とレオロジー分析を用いたテクスチャー制御 (2026年07月07日)
- ポリマー押出成形のリアルタイム成分分析 (2026年04月07日)
- ☆9月18日まで実施中:FTIR・FTNIR・ラマン エボリューションキャンペーン 2026 (2026年04月02日)
- 二軸押し出しによるペクチンの連続抽出 (2026年04月01日)
![足で稼ぐ営業を見直しませんか?[営業支援サービスのご案内]](https://www.atengineer.com/pr/thermofisher/color/images/btn_wps.png "足で稼ぐ営業を見直しませんか?[営業支援サービスのご案内]")