

【TOPICS】超短パルスレーザ加工機による高品位・微細加工の受託を開始
【TOPICS】航空宇宙向けの品質マネジメント【JIS Q 9100】の認証取得
放電加工特集
ドリルやプレスでは加工が困難な、高硬度材への加工に好適
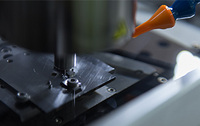
放電加工は、工作物(ワーク)を加工液中に浸漬してワークと電極(工具)の間で放電現象を発生させることにより、ワークを溶融除去する加工法です。
加工面に放電を発生させて溶融して加工するため、材質は導電性であれば加工が可能です。硬くて加工が難しい高硬度材(または難削材)と呼ばれるような超硬合金、モリブデン、タンタル、チタン、タングステン、プラチナ等も加工することができます。
また、溶融しながら加工するため切削加工で出るバリも少なく、綺麗な仕上がりになります。

| 材質 | 難削材(超硬・モリブデン・タンタル・チタン・タングステン・プラチナ等) |
| 孔径 |
およそ0.003mm程度~ |
形彫り放電加工機、ワイヤー放電加工機
放電加工の種類と特長
■形彫り放電加工
形成したい形状の電極を事前準備し、その電極断面をワークに転写するようなイメージで放電させることで加工する方法です。
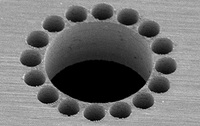
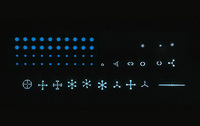
電極の形状をカスタマイズすることで、丸だけでなく、複雑な形状の加工も可能です。丸形状でない微細小孔の加工やねじれた形状にしたいといった要望に活躍します。
加工可能最小径もφ0.003mmの微細な孔の加工も可能です。
また、複数の孔を高い位置決め精度で加工できる加工機(自社開発)も保有しています。
■ワイヤー放電加工
電極が細いワイヤ形状で、ワイヤを送り出しながら、ワークとの間で放電を発生させて加工していく方式です。糸鋸のように加工できる特長があり、自在な形にワークをくり抜くことができます。
そのため、切断やスリット加工の他、テーパー面の有する断面形状に仕上げることもできます。
放電加工例
放電加工例1
放電加工例2
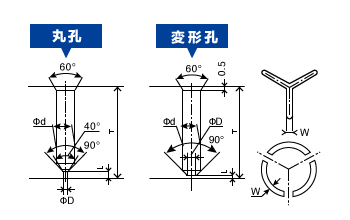
吐出孔形状
精度
形彫り放電加工機
ワイヤー放電加工機



放電加工のメリット・デメリット
放電加工は以下のようにメリットが多い加工法ですが、一部デメリットもあります。メリット・デメリットを的確に把握し、有効活用する必要があります。
■放電加工のメリット
- 難削材など、硬度の高い素材も加工出来る
- 複雑な形状の加工、高精度な加工が可能
- 工作物(ワーク)に接触しないため工作物への負荷が少ない
- 加工液に浸漬状態で加工することで冷却効果で熱の影響を受けにくい
■放電加工のデメリット
- 導電性の無い素材に対しては加工出来ない
- 加工速度が速くないため、加工に時間がかかる
- 型彫り放電では電極製作が必要であり、且つこの電極が消耗する
- アーク放電を繰り返すことで加工されることから加工面が梨地状になる
技術資料
放電加工の最新トピックスや、
適用事例、弊社保有の精密加工技術をご紹介します。


こんな時にご相談ください
- 加工困難な難削材を微細に加工したい
- 精密微細部品を試作→小ロットで製作していきたい
- 各種ノズルを設計、製作したい
- 流量コントロールの精度を向上させたい
- 微細塗布ができるノズルを製作したい
- 金属で開口率の高いフィルターを製作したい
- 吸着治具を製作したい
「放電加工」についてお気軽にお問い合わせください。
ご希望される寸法サイズ、公差、形状、品質条件や、ご検討されている背景もお知らせいただけるとスムーズなご回答が可能です。
超精密微細加工のご紹介
-
微細孔加工特集
-
超精密微細溝加工
金属3Dプリンター造形


- サイト内検索
- オフィシャルサイト
- ページカテゴリ一覧
- 新着ページ
-
- ビーム加工、金属3Dプリンターによる精密微細メタルマスク加工と用途提案【メルマガバックナンバー】 (2024年04月01日)
- 「マスク加工のご提案」資料を追加しました (2024年02月27日)
- 最先端の加工技術をベースに独自の精密微細加工技術(孔、溝、形状)を提供【メルマガバックナンバー】 (2024年02月09日)
- リークテスト用ピンホール受託サービス(最小径φ0.1μm)微細・高精度「孔あけ技術」に強みを発揮!【メルマガバックナンバー】 (2024年02月08日)
- ナノオーダーの微細孔加工はお任せ下さい。孔径や品位、アスペクト比、孔ピッチ、材質等のご要望にお応えします。 (2024年02月06日)
![足で稼ぐ営業を見直しませんか?[営業支援サービスのご案内]](https://www.atengineer.com/pr/tpc/color/images/btn_wps.png "足で稼ぐ営業を見直しませんか?[営業支援サービスのご案内]")